⇩ Use mouse and click in the interface to jump down to the relevant section for any spesific element ( tabs,buttons or options ) ⇩
NC Tracer \\ Built-in Post Processor
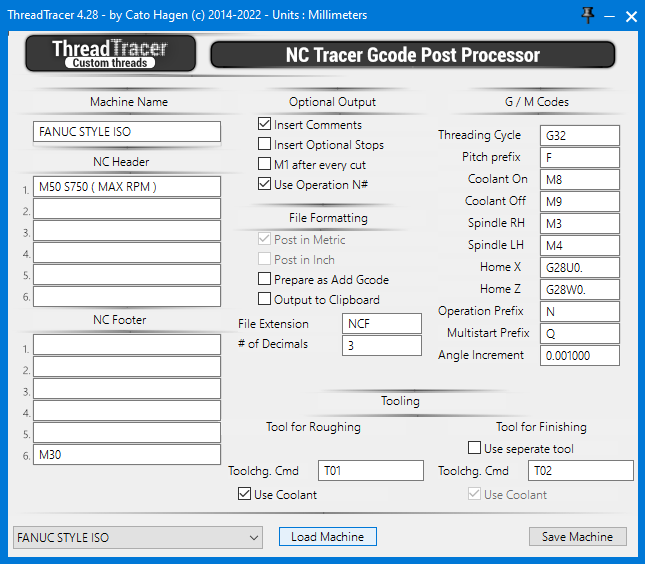
NC Tracer is the internal post processor built into ThreadTracer. Its a simple but complete post processor for posting ISO NC-code for all threads and options possible in ThreadTracer.
It operates independently and therefore does not use GibbsCAM threading operations or need a GibbsCAM post processor. Primary used for machine tools in your shop that does not have a GibbsCAM post processor.
It can also be used if your current GibbsCAM post processor does not correctly output NC-code for threading with ThreadTracer.
Multistart Threads
NC Tracer will output NC-code for multistart thread using spindle decoder parameter with G32/G33, the advantage with this is you can thread a multistart thread in tight places.
GibbsCAM only supports multistart threads with offsetting the Z start point for each multistart. But if you need to start with the tool in a thread relief with no room to offset,
spindle decoder parameters allows the tool to start at the same Z value, and uses the decoder in the spindle to control each start.
An example would be a lefthand multistart thread, with only a righthand tool available at hand. Solution would be to start at the end of the thread and run the tool in the Z+ direction and use decoder parameters for each start.
Features
10 configurable presets for seperate machine controllers.
All G codes and M codes are configurable.
Outputs multistart threads with spindle decoder angle to set the startangle.
Saves posted g-code to an external text file or copies gcode directly to clipboard.
Output Point-Cloud data file, for milling the thread with MillTracer.
Select a machine preset from the dropdown menu and click the 'Load Machine' button
After a machine preset is loaded, you can start to customize it to the machine controller.
Build up settings for any machine by filling in the G and M codes required with the control.
Consult your machine manual or machine tool distributor for M or G codes, unless you can pick them up from your GibbsCAM post.
6 entries or lines available for setting up things before any threading starts.
Insert any required G or M codes here, like code for lower turret, or code for running on sub-spindle.
Machines with custom threading options, like variable spindle speed to help with chatter, insert this here.
6 entries or lines available for setting up things after the threading is done.
The last line should be used for the 'Program Stop' command.
All CNC controllers needs this to 'end' the program properly.
Usually 'M30' on fanuc compatible controls, most Okuma machines uses 'M2'
Optional switches, mostly informational output.
'Insert M1 Stops' will output an 'M1' optional stop after roughing passes are done.
'M1 after every cut' will output an 'M1' optional stop after every single cut.
Will skip asking your for a file to write to and copy all G-code output to the clipboard, handy to just paste directly into your preferred editor or DNC utility.
Rounds the X/Z coordinate values to set number of decimals ( X32.444684 becomes X32.4447 ) Metric machines should use atleast 3, and imperial machines atleast 4
The amount of 'units' the C-axis have as resolution. Fanuc compatible controls uses 0.001, so one revolution is 360000
With Angle Increment of 0.001, a 2 start thread would use Q0 for the first start and Q180000 for the second start (180° offset)
Consult your machine manual or machine tool distributor for for the correct format.
Part Clearances
CAUTION ! All threading clearances used by NC Tracer are taken from GibbsCAM -> 'Auto Clearance'. If 'Auto Clearance' is disabled, it uses the manual Xd clearance set in dialog.
So with auto clearance set to 1mm, the tool will do all rapid moves 1mm from the Major diameter on external threads, and 1mm below the Minor Diameter on internal threads.
Keep this in mind when setting up INTERNAL threads, and the size of your tooling compared to clearance.
Insert the 'T' command to select the tool used, there is one tool for roughing and one tool for finishing.
If you want one seperate tool for running finishing with, select the 'Use seperate Finishing' and enter another 'T' command here.
The finishing tool must be identical as the roughing tool. (same width, same corner radius)
If your toolchange command requires and M Code, you must also include that.
An Okuma Multus uses for example 'TD=010001 M323'
Posting NC code for threading
Posting a program with NC Tracer is controlled in the Control tab (Tab 7)
Select a machine preset from the dropdown menu, and click the 'NC Postprocessor' checkmark. Select to do Roughing or Finishing, or both, and click 'Do It'
The resulting G-code file will automatically be opened in with Notepad.exe
Click the buttons below to expand and display example g-code snippets, metric and inch output.
( THREADTRACER V4.28 -> NC-TRACER G-CODE )
( MACHINE, FANUC STYLE ISO )
( THREAD STYLE, ACME )
( --------- EXTERNAL THREAD --------- )
( MAJOR/MINOR DIA : 101.44125 / 94.22765 MM )
( TPI, 4 PITCH, 6.35 MM )
( THREAD HEIGHT, 3.6068 FLAT ROOT, 2.275 )
( RADIUS, 0.2127 RADIUS, 0.1588 )
( ESTIMATED RUNTIME, 00H 04M 01S )
( ----------------------------------- )
G21 ( OUTPUT IN ABSOLUTE MILLIMETERS )
M50 S750 ( MAX RPM )
G28U0. ( HOME X )
G28W0. ( HOME Z )
T01 ( ROUGHING TOOL, GROOVE INSERT, 2 MM, 0.2 RAD. )
( ROUGHING OPERATIONS - ESTIMATED RUNTIME, 00h 04m 01s )
( ZIGZAG RIGHT-LEFT ROUGHING STYLE )
( CUT XR/SO, 0.3 / 0.3 mm )
G97 S376 M3
G0 Z13 ( PART CLEARANCE ENTRY Z )
G0 X56 ( PART CLEARANCE ENTRY X )
M8 ( COOLANT ON )
( CUT # 1 OF 60 TOTAL )
G0 Z7.8663
G0 X100.8568
G32 X100.8568 Z-100 F6.35
G0 X107.4412 ( PART CLEARANCE )
( CUT # 2 OF 60 TOTAL )
G0 Z7.5987
G0 X100.8568
G32 X100.8568 Z-100 F6.35
G0 X107.4412 ( PART CLEARANCE )
( CUT # 3 OF 60 TOTAL )
G0 Z7.3311
G0 X100.8568
G32 X100.8568 Z-100 F6.35
G0 X107.4412 ( PART CLEARANCE )
( CUT # 4 OF 60 TOTAL )
G0 Z7.0635
G0 X100.8568
G32 X100.8568 Z-100 F6.35
G0 X107.4412 ( PART CLEARANCE )
( CUT # 5 OF 60 TOTAL )
G0 Z6.7959
...
( THREADTRACER V4.28 -> NC-TRACER G-CODE )
( MACHINE, FANUC STYLE ISO )
( THREAD STYLE, ACME )
( --------- EXTERNAL THREAD --------- )
( MAJOR/MINOR DIA : 3.99375 / 3.70975 IN )
( TPI, 4 PITCH, 0.25 IN )
( THREAD HEIGHT, 0.142 FLAT ROOT, 0.0896 )
( RADIUS, 0.0084 RADIUS, 0.0063 )
( ESTIMATED RUNTIME, 00H 04M 08S )
( ----------------------------------- )
G20 ( OUTPUT IN ABSOLUTE INCHES )
M50 S750 ( MAX RPM )
G28U0. ( HOME X )
G28W0. ( HOME Z )
T01 ( ROUGHING TOOL, GROOVE INSERT, 0.078 IN, 0.00787 RAD. )
( ROUGHING OPERATIONS - ESTIMATED RUNTIME, 00h 04m 08s )
( ZIGZAG RIGHT-LEFT ROUGHING STYLE )
( CUT XR/SO, 0.01181 / 0.01181 in )
G97 S373 M3
G0 Z0.6181 ( PART CLEARANCE ENTRY Z )
G0 X50.2362 ( PART CLEARANCE ENTRY X )
M8 ( COOLANT ON )
( CUT # 1 OF 60 TOTAL )
G0 Z0.4167
G0 X3.9708
G32 X3.9708 Z-4 F0.25
G0 X4.23 ( PART CLEARANCE )
( CUT # 2 OF 60 TOTAL )
G0 Z0.4061
G0 X3.9708
G32 X3.9708 Z-4 F0.25
G0 X4.23 ( PART CLEARANCE )
( CUT # 3 OF 60 TOTAL )
G0 Z0.3954
G0 X3.9708
G32 X3.9708 Z-4 F0.25
G0 X4.23 ( PART CLEARANCE )
( CUT # 4 OF 60 TOTAL )
G0 Z0.3848
G0 X3.9708
G32 X3.9708 Z-4 F0.25
G0 X4.23 ( PART CLEARANCE )
( CUT # 5 OF 60 TOTAL )
G0 Z0.3742
...
Using Toolpath geometry to visualize NC code :
Use the option 'Draw Toolpath Lines' to get an idea on how the NC code will run. The outputted NC code from NC Tracer are identical to what the 'Draw Toolpath lines' will show.
Example output of g-code for an 4" Acme 4-multistart thread with spindle decoder parameters for the 4 different startangles.
Click the buttons below to expand and display example g-code snippets, metric and inch output.
( THREADTRACER V4.28 -> NC-TRACER G-CODE )
( MACHINE, FANUC STYLE ISO )
( THREAD STYLE, ACME )
( --------- EXTERNAL THREAD --------- )
( MAJOR/MINOR DIA : 101.44125 / 94.22765 MM )
( TPI, 4 PITCH, 6.35 MM )
( THREAD HEIGHT, 3.6068 FLAT ROOT, 2.275 )
( RADIUS, 0.2127 RADIUS, 0.1588 )
( ESTIMATED RUNTIME, 00H 04M 01S )
( ----------------------------------- )
G21 ( OUTPUT IN ABSOLUTE MILLIMETERS )
M50 S750 ( MAX RPM )
G28U0. ( HOME X )
G28W0. ( HOME Z )
T01 ( ROUGHING TOOL, GROOVE INSERT, 2 MM, 0.2 RAD. )
( ROUGHING OPERATIONS - ESTIMATED RUNTIME, 00h 04m 01s )
( ZIGZAG RIGHT-LEFT ROUGHING STYLE )
( CUT XR/SO, 0.3 / 0.3 mm )
G97 S376 M3
G0 Z13 ( PART CLEARANCE ENTRY Z )
G0 X56 ( PART CLEARANCE ENTRY X )
M8 ( COOLANT ON )
( CUT # 1 OF 60 TOTAL )
G0 Z7.8663
G0 X100.8568
G32 X100.8568 Z-100 F25.4 Q0
G0 X107.4412 ( PART CLEARANCE )
G0 Z7.8663
G0 X100.8568
G32 X100.8568 Z-100 F25.4 Q90000
G0 X107.4412 ( PART CLEARANCE )
G0 Z7.8663
G0 X100.8568
G32 X100.8568 Z-100 F25.4 Q180000
G0 X107.4412 ( PART CLEARANCE )
G0 Z7.8663
G0 X100.8568
G32 X100.8568 Z-100 F25.4 Q270000
G0 X107.4412 ( PART CLEARANCE )
G0 Z7.8663
G0 X100.8568
G0 X107.4412 ( PART CLEARANCE )
( CUT # 2 OF 60 TOTAL )
G0 Z7.5987
G0 X100.8568
G32 X100.8568 Z-100 F25.4 Q0
G0 X107.4412 ( PART CLEARANCE )
G0 Z7.5987
G0 X100.8568
G32 X100.8568 Z-100 F25.4 Q90000
G0 X107.4412 ( PART CLEARANCE )
G0 Z7.5987
G0 X100.8568
G32 X100.8568 Z-100 F25.4 Q180000
G0 X107.4412 ( PART CLEARANCE )
G0 Z7.5987
G0 X100.8568
G32 X100.8568 Z-100 F25.4 Q270000
G0 X107.4412 ( PART CLEARANCE )
G0 Z7.5987
G0 X100.8568
G0 X107.4412 ( PART CLEARANCE )
( CUT # 3 OF 60 TOTAL )
G0 Z7.3311
...
( THREADTRACER V4.28 -> NC-TRACER G-CODE )
( MACHINE, FANUC STYLE ISO )
( THREAD STYLE, ACME )
( --------- EXTERNAL THREAD --------- )
( MAJOR/MINOR DIA : 3.99375 / 3.70975 IN )
( TPI, 4 PITCH, 0.25 IN )
( THREAD HEIGHT, 0.142 FLAT ROOT, 0.0896 )
( RADIUS, 0.0084 RADIUS, 0.0063 )
( ESTIMATED RUNTIME, 00H 04M 08S )
( ----------------------------------- )
G20 ( OUTPUT IN ABSOLUTE INCHES )
M50 S750 ( MAX RPM )
G28U0. ( HOME X )
G28W0. ( HOME Z )
T01 ( ROUGHING TOOL, GROOVE INSERT, 0.078 IN, 0.00787 RAD. )
( ROUGHING OPERATIONS - ESTIMATED RUNTIME, 00h 04m 08s )
( ZIGZAG RIGHT-LEFT ROUGHING STYLE )
( CUT XR/SO, 0.01181 / 0.01181 in )
G97 S373 M3
G0 Z0.6181 ( PART CLEARANCE ENTRY Z )
G0 X50.2362 ( PART CLEARANCE ENTRY X )
M8 ( COOLANT ON )
( CUT # 1 OF 60 TOTAL )
G0 Z0.4167
G0 X3.9708
G32 X3.9708 Z-4 F1 Q0
G0 X4.23 ( PART CLEARANCE )
G0 Z0.4167
G0 X3.9708
G32 X3.9708 Z-4 F1 Q90000
G0 X4.23 ( PART CLEARANCE )
G0 Z0.4167
G0 X3.9708
G32 X3.9708 Z-4 F1 Q180000
G0 X4.23 ( PART CLEARANCE )
G0 Z0.4167
G0 X3.9708
G32 X3.9708 Z-4 F1 Q270000
G0 X4.23 ( PART CLEARANCE )
G0 Z0.4167
G0 X3.9708
G0 X4.23 ( PART CLEARANCE )
( CUT # 2 OF 60 TOTAL )
G0 Z0.4061
G0 X3.9708
G32 X3.9708 Z-4 F1 Q0
G0 X4.23 ( PART CLEARANCE )
G0 Z0.4061
G0 X3.9708
G32 X3.9708 Z-4 F1 Q90000
G0 X4.23 ( PART CLEARANCE )
G0 Z0.4061
G0 X3.9708
G32 X3.9708 Z-4 F1 Q180000
G0 X4.23 ( PART CLEARANCE )
G0 Z0.4061
G0 X3.9708
G32 X3.9708 Z-4 F1 Q270000
G0 X4.23 ( PART CLEARANCE )
G0 Z0.4061
G0 X3.9708
G0 X4.23 ( PART CLEARANCE )
( CUT # 3 OF 60 TOTAL )
G0 Z0.3954
...